
Sheet metal bending, die bending, or die-punch bending is a metal forming process. It involves the deformation of metal from a bend line by applying force. This technique is not limited to simple angular shapes; a wide variety of geometries is possible.
This is simple, economical, and precise, which can be applied to a range of materials, from soft aluminum grades to hard titanium alloys. Moreover, sheet metal bending services involve a variety of methods that can be used to bend into a specific shape, including press-brake, rotatory, and roll bending.
The upcoming sections will cover tooling, processes, and design variables of sheet metal bending.
What is Sheet Metal Bending?

It is one of the key forming processes used in metal fabrication, in which raw metal sheets are bent into different angles and curvatures. Often, multiple bending steps are performed to achieve the designed shape.
You can make U-channels, V-channels, angled surfaces, curvatures, and various types of bends on sheet metal through permanent deformation across the bending line. Typically, the die setup or roll benders are used in this process, and 0.2 to 6 mm thick metal sheets can be bent.
Fabricators combine bending with laser cutting, punching, and other metal forming processes to make the complex parts throughout the industry, including manufacturers such as ProleanMFG. For example, electrical enclosures, HVAC ducts, mounting brackets, and the car’s interior panels.
Sheet Metal Bending Process In Fabrication
Whether it is manual or automated bending, the process starts with designing the 2D and 3D model of the end part, illustrating all geometrical features, dimensions, and tolerances. Then, choose the bending method. Most of the fabricators use the press-brake method, which requires a bending die.
Let’s discuss the bending process in brief.
Sheet Metal Design
Choose the material and thickness, then prepare a detailed engineering design. The design must define the bend geometry, like the bend angle, bend radius, location relative to other features, bend allowance, and spring-back factor. Consequently, determine the bending force to execute the process.
Machine and Tool Setup
Set up the press-brake machine with the die needed to achieve the bent shape. Additionally, input the machine parameters, such as positional coordinates, ram stroke, bend speed, and bend force.
Manufacturers like ProleanTech use CNC bending machines, which require the G & M code files during the setup. CNC automates the movement of the hydraulic ram, resulting in excellent precision and high production speed.
Bending Operation
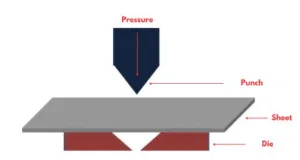
During the bending operation, position the sheet metal between the punch and die. The CNC press brake lowers the punch to deform the material along the bend line, forming the desired shape. Moreover, correct bend sequencing, pressure control, and tool alignment are critical to prevent cracking, wrinkling, and surface marking.
Three Types of Sheet Metal Bending Methods
Based on the shape and bend angle, different types of bending methods can be used. The common methods are press-brake, rotary bending, and roll bending. Let’s take a look at them.
Press-Brake Bending
The press-brake method involves a die-and-punch setup, whereas the punch is controlled by a ramp. The worksheet is placed between the die and the punch; the punch descends and forces the metal inside the die and comes back to its original position.
- V-die Bending: The punch presses the sheet into a V-shaped die, and the bent angle is controlled by the die opening and stroke length.
- U- die Bending: It involves a U-shaped die and is suitable for closed and tight shapes.
This method is suitable for the complex parts with multiple bends, and you can perform both air bending and bottoming operations.
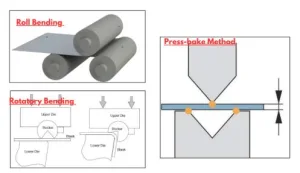
Rotatory Bending
The sheet metal is secured on the rotating die, and the machine draws the sheet around it. Meanwhile, a supporting die holds the worksheet. This method reduces the risk of surface defects on bend parts. You can use rotary bending for parts with bend angles greater than 90 degrees.
Three Roll Bending
In this method, three rollers are arranged in a triangular manner; the top roller moves downward, and the bottom two rollers rotate in opposite directions. As a material sheet is fed between these rollers, the material is deformed into a pre-set curvature. Roll bending is suitable for forming large curvatures, cylinders, cones, tubes, and other similar shapes.
The Benefits & Applications of Sheet Metal Bending

The metal bending is a simple yet versatile manufacturing process that can produce a wide variety of sheet metal parts. Subsequently, it is cost-effective and offers fast turnaround.
Let’s look at the benefits & applications in the table below:
| Industry | Application Examples | Benefits |
| Automotive | Brackets, door panels, exhaust shields, chassis mounts, and battery trays. | Lightweight yet strong structures, reduced welding, high accuracy, ideal for mass production. |
| Aerospace | Wing ribs, brackets, seat frames, ducts, fairing panels, etc. | Tight tolerances, weight reduction, excellent strength-to-weight ratio |
| Electronics | Housings, server chassis, mounting plates, terminal boxes, switch covers, and cooling panels | EMI shielding, precise fit, heat dissipation, and reduced assembly time |
| HVAC & Appliances | Ducting, mounting brackets, covers, air diffusers, vent frames, motor housings | Efficient airflow designs, high production speed, and durability |
Essential Tips for Sheet Metal Bending Design
While designing the sheet metal parts, you must consider different factors for their manufacturability. It includes choosing the right material thickness, sheet metal bend allowance, bend geometry, and bend radius.
The following are some design tips for bending parts based on industry practices:
- Include the K-factor to avoid the spring-back effect. You can refer to the k-factor chart based on the material type.
- Maintain the bending radius greater than the sheet thickness (r>t)
- The sheet metal bend allowance should be equal to BA = A × (π / 180) × (r + K × t).
- Maintain a proper spacing between two bends; it should be greater than three times the thickness (d ≥ 3× t).
- Consider the minimal distances between other features(flange, hem, notches, cuts, etc) and the bend line.
- The sheet thickness should be uniform throughout the design.
Conclusion
Sheet metal bending produces a wide range of applications, from simple bends to complex electrical enclosures. Additionally, it can be used for several materials, including bending aluminium sheet, steel, brass, copper, and titanium.
At the same time, equipment capabilities, optimized sheet metal design, correct die setup, and process execution are necessary to maintain the bend quality. Furthermore, you can also combine bending with laser cutting, hole punching, and hemming.
FAQs
What is the best way to bend sheet metal?
The press-brake method is the best way to bend sheet metal. It provides precise control over bend angle, and you can make long continuous profiles with this.
How much does metal bending cost?
It is a cost-effective manufacturing process. The exact cost depends on factors like part complexity, desired precision, material type, and production volume.
What is the difference between air and bottom bending?
The punch travels to the bottom of the die cavity in bottom bending, whereas the punch only reaches a certain depth during air bending.




